0 руб
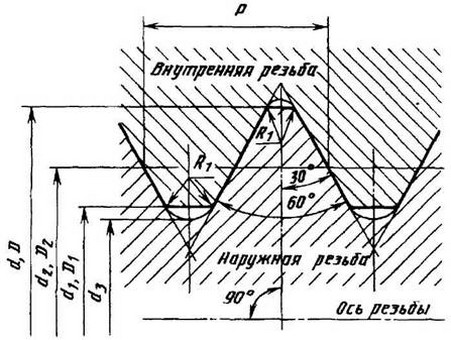
Оформить заказСтандарт распространяется на метрическую резьбу диаметром от 1 до 180мм для деталей из пластмасс, соединенных с пластмассовыми и металлическими деталями, и устанавливает профиль, основные размеры, допуски и предельные отклонения размеров такой резьбы (см. табл. 105).
Номинальный профиль резьбы и размеры его элементов - по ГОСТ 9150-81.
Форма впадины резьбы - по ГОСТ 16093-81.
На выступах наружной и внутренней резьбы допускается закругление кромок радиусом R1 в соответствии с табл. 103.
Диаметры и шаги резьбы - по ГОСТ 8724-81.
Не допускается применять:
мелкие шаги для диаметров < 4мм;
шаг 0,5 для диаметров > 16мм;
шаг 0,75мм для диаметров > 18мм;
шаг 1мм для диаметров > 36мм.
Основные размеры резьбы - по ГОСТ 24705—81.
Длина свинчивания резьб - по ГОСТ 16093-81.
Допускается для диаметров от 3 до 8мм применять особо крупные шага.
Основные положения системы допусков, обозначения полей допусков, числовые значения допусков и основных отклонений для размеров резьб - по ГОСТ 16093-81.
Для металлических деталей, сопрягаемых с деталями из пластмасс, поля допусков резьбы - по ГОСТ 16093-81.
В обоснованных случаях, если поля допусков по табл. 104 не обеспечивают предъявляемых к изделию требований, допускается применение других полей допусков по ГОСТ 16093-81.
В посадках резьбовых соединений допускаются любые сочеaания из установленных настоящим стандартом полей допусков соответственно для наружной и внутренней резьбы.
Поля допусков (табл. 104) относятся к деталям, размеры которых определены при температуре 20°С и относительной важности окружающего воздуха 65%.
Рекомендации по изготовлению резьбы на деталях из пластмасс
Методы получения резьбы. Получение резьбы на деталях из пластмасс в процессе прессования или литья под давлением является наиболее экономичным при массовом и крупносерийном производстве.
Изготовление резьбы на деталях из пластмасс резанием целесообразно в следующих случаях:
при изготовлении резьбы в деталях из листовых материалов и прутков;
в единичном производстве при выполнении ремонтных работ;
для обеспечения высокой точности при больших и нормальных длинах свинчивания.
Резьба в этом случае или нарезается полностью, или калибруется после формования ее литьем или прессованием. Наиболее целесообразно изготовлять резанием внутреннюю резьбу с применением метчиков.
Выбор степени точности резьбы. Степень точности необходимо выбирать с учетом эксплуатационных требований, предъявляемых к резьбовому соединению. При этом следует учитывать:
1) поля допусков класса точности "средний" предназначены для резьбовых деталей повышенной точности, к которым предъявляются требования по соосности соединяемых деталей, герметичности (с использованием специальных паст и др.);
2) поля допусков класса точности "грубый" рекомендуются для нагружения резьбовых соединений. В этих соединениях не рекомендуется сопрягать детали из хрупких и упруго-пластичных материалов, так как прочность соединений при этом снижается в 3 - 5 раз;
3) поля допусков класса точности "очень грубый" предназначены для слабонагруженных резьбовых соединений деталей из пластмасс и соединений, в которых одна деталь металлическая. Соединения типа металл - пластмасса будут иметь большую прочность, чем соединения типа пластмасса - пластмасса.
Выбор шага резьбы часто определяется толщиной стенки детали. Так как детали, как правило, тонкостенны, то получили большое распространение резьбы с мелкими шагами.
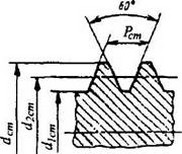
103. Профиль и основные размеры метрической резьбы для деталей из пластмасс, мм
Шаг Р | 0,20 | 0,25 | 0,30 | 0,35 | 0,40 | 0,45 | 0,50 | 0,60 | ||||||||||||
Радиус R1max | 0,011 | 0,014 | 0,016 | 0,019 | 0,022 | 0,024 | 0,047 | 0,052 | ||||||||||||
Шаг Р | 0,70 | 0,75 | 0,80 | 1,00 | 1,25 | 1,50 | 1,75 | 2,00 | 2,50 | |||||||||||
Радиус R1max | 0,058 | 0,061 | 0,063 | 0,074 | 0,088 | 0,101 | 0,115 | 0,128 | 0,155 | |||||||||||
Шаг Р | 3,00 | 3,50 | 4,00 | 4,50 | 5,00 | 5,50 | 6,00 | |||||||||||||
Радиус R1max | 0,182 | 0,209 | 0,236 | 0,263 | 0,290 | 0,317 | 0,344 | |||||||||||||
Значения R1max рассчитаны по формулам:
R1max = 0,054Р при Р < 0,5мм;
R1max = 0,054P + 0,02мм при Р > 0,5мм.
104. Поля допусков (по ГОСТ 11709-81)
Класс точности резьбы | Длина свинчивания | |||||||||||
S | N | L | S | N | L | |||||||
Поле допуска наружной резьбы | Поле допуска внутренней резьбы | |||||||||||
Средний | 6g | 6h | H | 6h | 7g6g | 7h6h | - | - | 6G | 6Н | 7G | 7Н |
Грубый | 7g6g | 7h6h | 8g | 8h(8h6h) | 9g8g | 9h8h | 6G | 6Н | 7G | 7Н | 8G | 8Н |
Очень грубый | 9g8g | 9h8h | 10h8h | 10h8h | 8G | 8Н | 9Н8Н | 9Н8Н | ||||
При длине свинчивания N и классе точности "грубый" поле допуска 8h6h для резьб с шагом Р < 0,8мм и поле допуска 8h - для резьб с шагом Р > 0,8мм.
При длинах свинчивания S и L допускается применять поля допусков, соответствующие длине свинчивания N.
105. Предельные отклонения диаметров резьбы (по ГОСТ 11709-81)
Значения предельных отклонений диаметров наружной и внутренней резьбы должны соответствовать ГОСТ 16093-81.
Номинальный диаметр резьбы d, мм | Шаг Р, мм | Поле допуска наружной резьбы | Поле допуска внутренней резьбы | |||||||||||||
9h8h | 10h8h | 9H8H | ||||||||||||||
Диаметр резьбы | ||||||||||||||||
d | d2 | d1 | d | d2 | d1 | D | D2 | D1 | ||||||||
Предельные отклонения, мкм | ||||||||||||||||
es | ei | es | ei | es | es | ei | es | ei | es | EI | ES | EI | ES | EI | ||
Св. 2,8 до 5,6 | 0,80 | 0 | -236 | 0 | -190 | 0 | 0 | -236 | 0 | -236 | 0 | 0 | +250 | 0 | +315 | 0 |
Св. 5,6 до 11,2 | 1,00 | 0 | -280 | 0 | -224 | 0 | 0 | -280 | 0 | -280 | 0 | 0 | +300 | 0 | +375 | 0 |
1,25 | 0 | -335 | 0 | -236 | 0 | 0 | -335 | 0 | -300 | 0 | 0 | +315 | 0 | +425 | 0 | |
1,50 | 0 | -375 | 0 | -265 | 0 | 0 | -375 | 0 | -335 | 0 | 0 | +355 | 0 | +475 | 0 | |
Св. 11,2 до 22,4 | 1,00 | 0 | -280 | 0 | -230 | 0 | 0 | -280 | 0 | -300 | 0 | 0 | +315 | 0 | +375 | 0 |
1,25 | 0 | -335 | 0 | -265 | 0 | 0 | -335 | 0 | -335 | 0 | 0 | +355 | 0 | +425 | 0 | |
1,50 | 0 | -375 | 0 | -280 | 0 | 0 | -375 | 0 | -355 | 0 | 0 | +375 | 0 | +475 | 0 | |
1,75 | 0 | -425 | 0 | -300 | 0 | 0 | -425 | 0 | -375 | 0 | 0 | +400 | 0 | +530 | 0 | |
2,00 | 0 | -450 | 0 | -315 | 0 | 0 | -450 | 0 | -400 | 0 | 0 | +425 | 0 | +600 | 0 | |
2,50 | 0 | -530 | 0 | -335 | 0 | 0 | -530 | 0 | -425 | 0 | 0 | +450 | 0 | +710 | 0 | |
Св. 22,4 до 45 | 1,00 | 0 | -280 | 0 | -250 | 0 | 0 | -280 | 0 | -315 | 0 | 0 | +335 | 0 | +375 | 0 |
1,50 | 0 | -375 | 0 | -300 | 0 | 0 | -375 | 0 | -375 | 0 | 0 | +400 | 0 | +475 | 0 | |
2,00 | 0 | -450 | 0 | -335 | 0 | 0 | -450 | 0 | -425 | 0 | 0 | +450 | 0 | +600 | 0 | |
3,00 | 0 | -600 | 0 | -400 | 0 | 0 | -600 | 0 | -500 | 0 | 0 | +530 | 0 | +800 | 0 | |
3,50 | 0 | -670 | 0 | -425 | 0 | 0 | -670 | 0 | -530 | 0 | 0 | +560 | 0 | +900 | 0 | |
4,00 | 0 | -750 | 0 | -450 | 0 | 0 | -750 | 0 | -560 | 0 | 0 | +600 | 0 | +950 | 0 | |
4,50 | 0 | -800 | 0 | -475 | 0 | 0 | -800 | 0 | -600 | 0 | 0 | +630 | 0 | + 1060 | 0 | |
Св. 45 до 90 | 1,00 | 0 | -280 | 0 | -280 | 0 | 0 | -280 | 0 | -355 | 0 | 0 | +375 | 0 | +375 | 0 |
1,50 | 0 | -375 | 0 | -315 | 0 | 0 | -375 | 0 | -400 | 0 | 0 | +425 | 0 | +475 | 0 | |
2,00 | 0 | -450 | 0 | -355 | 0 | 0 | -450 | 0 | -450 | 0 | 0 | +475 | 0 | +600 | 0 | |
3,00 | 0 | -600 | 0 | -425 | 0 | 0 | -600 | 0 | -530 | 0 | 0 | +560 | 0 | +800 | 0 | |
4,00 | 0 | -750 | 0 | -475 | 0 | 0 | -750 | 0 | -600 | 0 | 0 | +630 | 0 | +950 | 0 | |
5,00 | 0 | -850 | 0 | -500 | 0 | 0 | -850 | 0 | -630 | 0 | 0 | +670 | 0 | +1120 | 0 | |
5,50 | 0 | -900 | 0 | -530 | 0 | 0 | -900 | 0 | -670 | 0 | 0 | +710 | 0 | +1180 | 0 | |
6,00 | 0 | -950 | 0 | -560 | 0 | 0 | -950 | 0 | -710 | 0 | 0 | +750 | 0 | + 1250 | 0 | |
Св. 90 до 180 | 1,50 | 0 | -375 | 0 | -335 | 0 | 0 | -375 | 0 | -425 | 0 | 0 | +450 | 0 | +475 | 0 |
2,00 | 0 | -450 | 0 | -375 | 0 | 0 | -450 | 0 | -475 | 0 | 0 | +500 | 0 | +600 | 0 | |
3,00 | 0 | -600 | 0 | -450 | 0 | 0 | -600 | 0 | -560 | 0 | 0 | +600 | 0 | +800 | 0 | |
4,00 | 0 | -750 | 0 | -500 | 0 | 0 | -750 | 0 | -630 | 0 | 0 | +670 | 0 | +950 | 0 | |
6,00 | 0 | -950 | 0 | -600 | 0 | 0 | -950 | 0 | -750 | 0 | 0 | +800 | 0 | +1250 | 0 | |
Примечания:
1. Нижнее отклонение диаметра d1 не устанавливается, но косвенно ограничивается формой впадины наружной резьбы.
2. Верхнее отклонение диаметра D не устанавливается.
3. Обозначение резьбы - по ГОСТ 16093-81.
4. ГОСТ П709-81 предусматривает также диаметры, шаги, допуски и длины свинчивания резьб с особо крупным шагом.
Примеры условного обозначения резьбы номинальным диаметром 24мм с крупным шагом:
наружной резьбы: M24-10h8h;
внутренней резьбы: М24-9Н8Н.
То же, с мелким шагом 1мм:
наружной резьбы: M24xl-10h8h;
внутренней резьбы: М24х1-9Н8Н.
Расчет прочности обычно связывают с длиной свинчивания. Длина должна быть оптимальной, т.е. чтобы прочность витков была равна прочности стенок пластмассовой детали. Больше этой величины длину брать не следует, так как вследствие осевой усадки с увеличением длины точность резьбы значительно снижается, уменьшается и прочность.
Но при одной и той же длине свинчивания прочность резьбы зависит от величины шага. Наиболее прочной по результатам испытаний для реактопластов с порошкообразным и волокнистым наполнителем является резьба с шагом 1,5мм. Резьбы с большими шагами имеют несколько меньшую прочность, но в таких резьбах нужно увеличить толщину стенки, что нежелательно.
Резьбы с шагом менее 1,5мм вследствие переобогащения витков смолой, особенно у вершин и поверхности, имеют значительно меньшую (в несколько раз) прочность.
Однородность материала при литье резьбовых деталей из термопластов не изменяется, но прочность резьб с малыми шагами падает вследствие соскакивания витков при сравнительно небольших радиальных деформациях детали. Наибольшая прочность отмечена у резьб с шагом 2-3мм.
В резьбах, получаемых резанием, максимальная прочность для реактопластов с порошкообразным наполнителем достигается при шаге 1,5мм.
Прочность нарезанных резьб в стекловолокните, текстолите, полиамидах возрастает с увеличением шага до 2,5мм. Нарезанные резьбы диаметром до 10мм прочнее резьб, полученных литьем и прессованием.
ГОСТ 15948-76 распространяется на резьбооформляющие детали (кольца и стержни) для формования метрической резьбы по ГОСТ 11709-81 в пластмассовых изделиях.
Расчет исполнительных размеров резьбы резьбооформляющих деталей следует выполнять в соответствии с табл. 106.
106. Расчет исполнительных размеров резьбы резьбооформляющих деталей (ГОСТ 15948-76)
Болт
Гайка
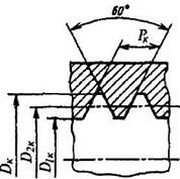
Резьбооформляющее кольцо
Резьбооформляющий стержень
Наименование размера | Расчетная формула |
Резьбооформляющее кольцо | |
Наружный диаметр | Dк = d + d · 0,01Smax – Td - es (1) |
Средний диаметр | D2x = d2 + d2 · 0,01Smax - Td2 - es (2) |
Внутренний диаметр | D1к = d1 + d1 · 0,01Smax – Td2 - es - 0,144P (3) |
Шаг | Pк = P (1 + 0,01Scp) (4) |
Резьбооформляющий стержень | |
Наружный диаметр | dст = D + D · 0,01Smin + TD2 + EI (5) |
Средний диаметр | d2cт = D2 + D2 · 0,01Smin + TD2 + EI (6) |
Внутренний диаметр | d1ст = D1 + D1 · 0,01Smin +ТD1 + ЕI (7) |
Шаг | Pст = Pк = P(1 + 0,01Scp) (8) |
Обозначения в формулах (1) - (8):
d, d2 и d1 - соответственно наружный, средний и внутренний номинальный диаметры резьбы болта в мм;
D, D2 и D1 - соответственно наружный, средний и внутренний номинальный диаметры резьбы гайки в мм;
Р - шаг резьбы;
Тd и Тd2 - допуски наружного и среднего диаметров резьбы болта в мм;
TD2 и ТD1 - допуски среднего и внутреннего диаметров резьбы гайки в мм;
es - верхнее отклонение диаметров резьбы болта в мм;
EI - нижнее отклонение диаметров резьбы гайки в мм;
Smax, Smin и Sср - соответственно наибольшая, наименьшая и средняя усадка пластмассы в процентах.
Диаметры резьбы резьбооформляющих деталей, рассчитанные по формулам табл. 106 следу округлять в соответствии с требованиями, указанными в табл. 107, причем диаметры резьбы кольца следует округлять в сторону увеличения, а диаметры резьбы стержня - в сторону уменьшения.
107. Кратная величина округления диаметра резьбы, мм
Диаметр резьбы, мм | Степень точности среднего диаметра формуемой резьбы | |
6 - 7 | 8 - 10 | |
До 10 | 0,005 | 0,02 |
Св. 10 до 50 | 0,010
| |
Св. 50 до 180 | 0,020 | 0,05 |
Предельные отклонения диаметров резьбы резьбооформляющих деталей следует назначать соответствии с полями допусков, приведенными в табл. 108.
108. Предельные отклонения диаметров резьбы резьбоофрмляющих деталей
Степень точности среднего диаметра формуемой резьбы | Обозначение поля допуска | |
для кольца | для стержня | |
6 - 7 | Н7 | h6 |
8 - 10 | Н9 | h9 |
Шаг резьбы резьбооформляюших деталей, рассчитанный по формулам (4) и (8), округляете до сотых долей миллиметра.
Предельные отклонения шага резьбы резьбооформляющих деталей следует назначать в соответствии с табл. 109.
Предельные отклонения шага относятся к расстояниям между любыми витками резьбы резьбооформляющих деталей.
109. Предельные отклонения шага резьбы
Длина резьбы | Предельные отклонения шага |
До 12 | ±0,008 |
Св. 12 до 32 | ±0,010 |
» 32 » 50 | ±0,012 |
» 50 | ±0,014 |
Предельные отклонения половины утла профиля резьбы резьбооформляющих деталей следует назначать в соответствии с табл. 110.
110. Предельные отклонения половины угла профиля резьбы
Длина резьбы | Предельные отклонения шага |
До 0,35 | ±65 |
Св. 0,35 до 0,60 | ±50 |
» 0,60 » 1,00 | ±40 |
» 1,00 » 1,50 | ±35 |
» 1,50 » 3,00 | ±25 |
» 3,00 | ±20 |