0 руб
Оформить заказАнализ существующих конструкций полимерных подшипников скольжения показал, что наибольшее распространение получил подшипник, в котором изготовленная методом литья под давлением цилиндричеч екая втулка запрессована с определенным натягом в металлическую деталь или промежуточную обойму.
Такая конструкций проверена в производственных условиях, удобна при монтаже, эксплуатации и ремонте.
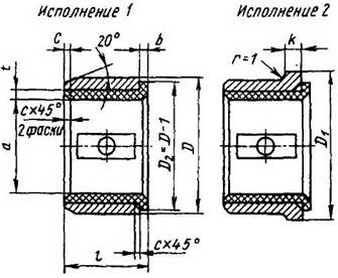
30а. Основные размеры, мм, термопластичных подшипников скольжения
d | D | D1 | t | b | k | с | l | ||||
Номинальный | Предельное отклонение | Номинальный | Предельное отклонение | Номинальный | Предельное отклонение | Номинальная | Предельное отклонение | ||||
10 | +0,032 +0,075 | 16 | +0,006 | 20 | -0,3 -0,5 | 0,5 | 1,0 | 2,5 | 0,3 | 8 | -0,2 |
12 | 18 | 22 | 10 | ||||||||
14 | 20 | +0,007 | 25 | 12 | |||||||
15 | |||||||||||
16 | 22 | 28 | 1,0 | 0,5 | |||||||
18 | 25 | 30 | 3,0 | 16 | |||||||
20 | +0,040 +0,092 | 28 | +0,008 | 32 | |||||||
22 | 30 | 35 | |||||||||
25 | 32 | 38 | -0,3 -0,6 | 1,5 | 1,5 | 3,5 | 1,0 | 20 | -0,4 | ||
28 | 35 | 40 | 4,0
| ||||||||
30 | 40 | 45 | 25 | ||||||||
32 | +0,050 +0,112 | ||||||||||
35 | 45 | +0,010 | 50 | 5,0 | 30 | ||||||
40 | 50 | 55 | 35 | ||||||||
45 | 55 | 60 | |||||||||
50 | 60 | 65 | 40 | ||||||||
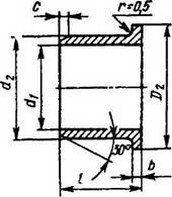
30б. Основные размеры, мм, втулок из термопластов
Отверстие стальной обоймы (детали) выполняют по посадке Н7 (ГОСТ 25346-89), шероховатость его поверхности не выше Rz 20мкм.
d | d1 | d2 | l | D2 | b | с | |||||
СФД | ATM-2 | Номинальный | Предельное отклонение | ||||||||
Номинальный | Предельное отклонение | Номинальный | Предельное отклонение | СФД | ATM-2 | ||||||
10 | 9,60 | ±0,05 | 10,27 | ±0,02 | 11,20 | ±0,05 | ±0,02 | 10 | 16 | 1,0 | 1,0 |
12 | 11,60 | 12,27 | 13,20 | 12 | 18 | ||||||
14 | 13,70 | 14,38 | 15,30 | 14 | 20 | ||||||
15 | 14,70 | 15,38 | 17,30 | 22 | |||||||
16 | 15,70 | 16,38 | 18,30 |
|
| ||||||
18 | 17,80 | 18,50 | 20,40 | 18 | 25 | ||||||
20 | 19,80 | ±0,07 | 20,52 | ±0,03 | 22,40 | ±0,07 | ±0,03 | 28 | 1,5 | ||
22 | 21,80 | 22,52 | 24,40 |
| 30 | ||||||
25 | 24,80 | 25,63 | 28,50 | 22 | 32 | 1,5 | |||||
28 | 28,0 | 28,73 | 31,60 |
| 35 | ||||||
30 | 30,0 | 30,73 | 33,60 | 28 | 40 | ||||||
32 | 32,0 | ±0,10 | 32,75 | ±0,04 | 35,60 | ±0,10 | ±0,04 | 45 | 2,5 | ||
35 | 35.0 | 35,80 | 38,70 | ||||||||
40 | 40,0 | 40,95 | 43,80 | 35 | 50 | ||||||
45 | 45,0 | 45,95 | 48.80 | 40 | 55 | ||||||
50 | 50,0 | 50,95 | 53,80 | 45 | 60 | ||||||
В табл. 30а приведены конструкции и основные размеры ТПС с рабочим диаметром 10—50мм. Эти размеры наиболее характерны для основного количества станочных подшипниковых узлов. Для взаимозаменяемости полимерных и металлических подшипников рабочие и посадочные размеры ТПС в основном соответствуют стандартам на втулки подшипниковые из чугуна, бронзы, порошковых материалов и биметалла.
Смазочные канавки и отверстия выполняются по усмотрению конструктора. В подшипнике из АТМ-2 исполнение смазочных канавок и отверстий нецелесообразно. Конструкцией предусмотрена запрессовка рабочей термопластичной втулки в стальную обойму. Если это конструктивно целесообразно и технологически выполнимо, следует запрессовать втулку непосредственно в деталь, в которой подшипник будет эксплуатироваться.
Конструкция втулок из материалов СФД и АТМ-2 и основные размеры приведены в табл. 30б.