0 руб
Оформить заказ(по ГОСТ 20889-88)
Шкивы изготовляются типов 1—9 (рис. 6):
1 — монолитные с односторонней выступающей ступицей;
2 — монолитные с односторонней выточкой;
3 — монолитные с односторонней выточкой и выступающей ступицей;
4 — с диском и ступицей, выступающей с одного торца обода;
5 — с диском и ступицей, укороченной с одного торца обода;
6 — с диском и ступицей, выступающей с одного и укороченной с другого торца обода;
7 — со спицами и ступицей, выступающей с одного торца обода;
8 — со спицами и ступицей, укороченной с одного торца обода;
9 — со спицами и ступицей, выступающей с одного и укороченной с другого торца обода.
Шкивы типов 1—3 предназначены для приводных клиновых ремней с сечениями Z, А, типов 4-9 — для приводных клиновых ремней с сечениями Z, А, В, С, D, E, EО по ГОСТ 1284.1-89.
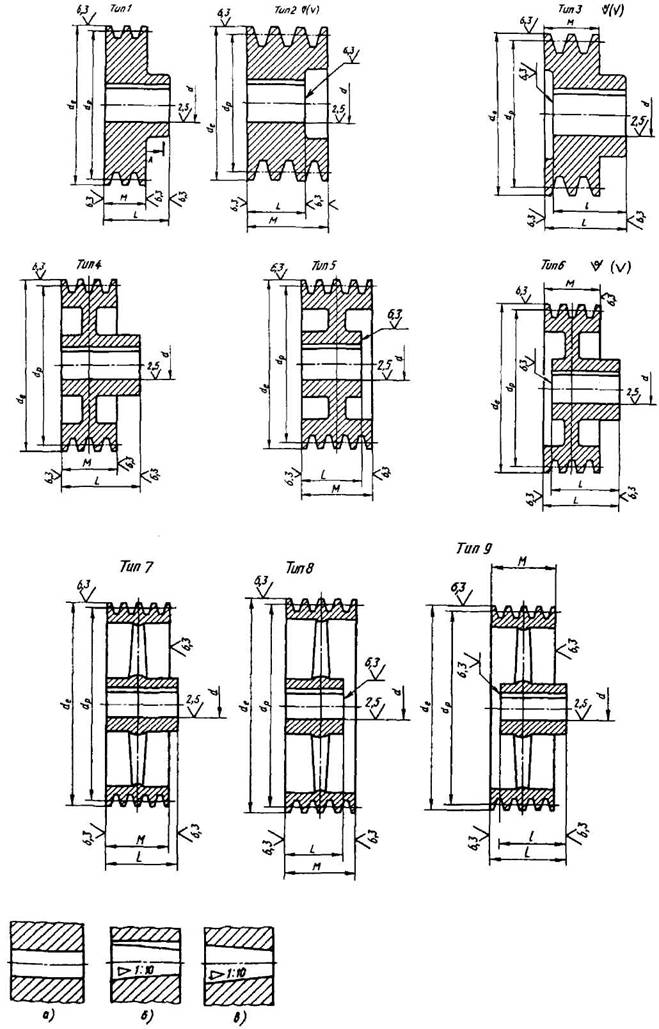
Рис. 6. Шкивы для приводных клиновых ремней:
а-в - варианты исполнения посадочного отверстия шкивов 1-9
Номинальные расчетные диаметры шкивов dp должны соответствовать указанному ряду: 50; (53); 56; (60); 63; (67); 71; (75); 80; (85); 90; (95); 100; (106); 112; (118); 125; (132); 140; (150); 160; (170); 180; (190); 200; (212); 224; (236); 250; (265); 280; (300); 315; (335); 355; (375); 400; (425); 450; 475; 500; (530); 560; (600); (620); 630; (670); 710; (750); 800; (850); 900; (950); 1000; (1060); 1120; (1180); 1250; (1320); 1400; (1500); 1600; (1700); 1800; (1900); 2000; (2120); 2240; (2360); 2500; (2650); (2800); (3000); (3150); (3550); (3750); (4000)мм.
Примечание. Размеры, указанные в скобках, применяются в технически обоснованных случаях.
Размеры профиля канавок шкивов — по табл. 29.
Ширину шкива вычисляют по формуле
М = (n-1)е + ,
где n - число ремней в передаче; е и f- размеры по табл. 29.
Наружный диаметр шкива вычисляют по формуле
de = dp + 2b,
где b - по табл. 29.
Концы валов для шкивов с цилиндрическим отверстием - по ГОСТ 12080-66; с коническим отверстием - по ГОСТ 12081-72.
Схема построения условного обозначения шкивов:

1 — тип шкива; 2 — сечение ремня; 3 — число канавок шкива; 4 — расчетный диаметр шкива; 5 — диаметр посадочного отверстия; 6 — марка материала; 7 — обозначение стандарта на шкив.
Пример условного обозначения шкива для приводных клиновых ремней типа 1 с сечением А, с тремя канавками, расчетным диаметром dp = 224мм, с цилиндрическим посадочным отверстием d= 28мм, из чугуна марки СЧ 20
Шкив 1 А 3.224.23 СЧ 20 ГОСТ 20889-88
То же, с коническим посадочным отверстием:
Шкив 1 А 3.224.28К. СЧ 20 ГОСТ 20889-88
30. Расчетный диаметр меньшего шкива передачи
Обозначение сечения ремня | Расчетный диаметр меньшего шкива, мм |
Z | 63 (50) |
А | 90 (75) |
В | 125 |
С | 200 |
D | 315 |
Е | 500 |
ЕО | 800 |
Для получения большего срока службы ремней при эксплуатации и более высокого КПД передачи рекомендуется диаметры меньшего шкива (табл. 30) выбирать возможно большими, допускаемыми габаритными размерами передачи, но так, чтобы скорость ремней не превышала 25м/с для сечений Z, А, В, Си 30м/с для сечений D, Е, ЕО.
Технические требования для шкивов клиновых ремней. Шкивы должны быть изготовлены из материалов, обеспечивающих выполнение требуемых размеров и работу шкивов в условиях эксплуатации (наличие механических усилий, нагрев, истирание).
Отливки шкивов не должны иметь дефектов, ухудшающих их внешний вид. На поверхности отливок, подвергающихся механической обработке, допускаются дефекты по ГОСТ 19200-80 в пределах припуска на механическую обработку.
Допускаемое отклонение от номинального значения расчетного диаметра шкивов h11.
Предельные отклонения угла канавки шкивов, обработанных резанием, должны быть не более:
±1° - шкивов для ремней сечений Z, А, В;
±30' - шкивов для ремней сечений С, D, Е, ЕО.
Предельные отклонения угла конусного отверстия - ±АТ10/2 по ГОСТ 8908-81.
29. Профиль канавок шкивов (ГОСТ 20889-88)
Размеры, мм
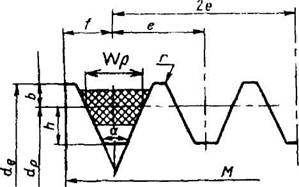
Wp— расчетная ширина канавки шкива; b — глубина канавки над расчетной шириной; dp— расчетный диаметр шкива; h — глубина канавки ниже расчетной ширины; е — расстояние между осями канавок; f— расстояние между осью крайней канавки и ближайшим торцом шкива; а — угол канавки шкива; de— наружный диаметр шкива; r— радиус закругления верхней кромки канавки шкива; М — ширина шкива.
Сечение ремня | Wp | bmin | hmin | е | f | r | dp для угла канавки а | |||||
Номин. | Пред.откл. | Номин. | Пред.откл. | 34° | 36° | 38° | 40° | |||||
Z | 8,5 | 2,5 | 7,0 | 12,0 | ±0,3 | 8,0 | ±1,0 | 0,5 | 50-71 | 80-100 | 112-160 | ≥180 |
А | 11,0 | 3,3 | 8,7 | 15,0 | ±0,3 | 10,0 | +2,0 -1,0 | 1,0 | 75-112 | 125-160 | 180-400 | ≥450 |
В | 14,0 | 4,2 | 10,8 | 19,0 | ±0,4 | 12,5 | +2,0 -1,0 | 1,0 | 125-160 | 180—224 | 250-500 | ≥560 |
С | 19,0 | 5,7 | 14,3 | 25,5 | ±0,5 | 17,0 | + 2,0 -1,0 | 1,5 | — | 200-315 | 355-630 | ≥710 |
D | 27,0 | 8,1 | 19,9 | 37,0 | ±0,6 | 24,0 | + 3,0 -1,0 | 2,0 | — | 315-450 | 500-900 | ≥1000 |
Е | 32,0 | 9,6 | 23,4 | 44,5 | ±0,7 | 29,0 | +4,0 -1,0 | 2,0 | — | 500-560 | 630-1120 | ≥1250 |
ЕО | 42,0 | 12,5 | 30,5 | 58,0 | ±0,8 | 38,0 | +5,0 -1,0 | 2,5 | — | — | 800—1400 | ≥1600 |
Предельные отклонения размеров необрабатываемых поверхностей для шкивов: из чугуна и стали — по 7-му классу точности ГОСТ 26645—85; из других материалов с расчетным диаметром:
до 500мм — по 16-му квалитету;
св. 500мм — по 15-му квалитету.
Допуск биения конусной рабочей поверхности канавки шкива в заданном направлении на каждые 100мм расчетного диаметра относительно оси должен быть не более:
0,20мм — при частоте вращения шкива до 8с-1;
0,15мм при частоте вращения шкива св. 8с-1 до 16с-1;
0,10мм — при частоте вращения шкива св. 16с-1.
Допуск радиального биения поверхности наружного диаметра относительно оси посадочного отверстия — по 9-й степени точности по ГОСТ 24643—81 при контроле расчетного диаметра методом А. Радиальное биение наружного диаметра при контроле расчетного диаметра методом Б по ГОСТ 25069-81.
Допуск цилиндричности наружных диаметров — по 8-й степени точности по ГОСТ 24643-81.
Каждый шкив, работающий со скоростью свыше 5м/с, должен быть сбалансирован.
Нормы точности статической балансировки приведены в табл. 31.
Допуск торцового биения обода и ступицы относительно оси посадочного отверстия должен быть не грубее 10-й степени точности по ГОСТ 24643—81.
Предельное отклонение диаметра ступицы dпoH9.
Неуказанные предельные отклонения размеров обрабатываемых поверхностей: Н14; h14; ±t2/2.
Значение параметра шероховатости по ГОСТ 2789—73 рабочих поверхностей канавок шкива должно быть Ra≤ 2.5мкм.
В шкивах со спицами ось шпоночного паза должна совпадать с продольной осью спицы.
Средний ресурс шкивов в эксплуатации для среднего режима работы устанавливается не менее 63000ч до капитального ремонта: установленный ресурс — не менее 30000ч до капитального ремонта.
31. Нормы точности статической балансировки шкивов для клиновых ремней
Окружная скорость шкива, м/с | Допустимый дисбаланс, г·м |
От 5 до 10 | 6 |
Св. 10 до 15 | 3 |
» 15 » 20 | 2 |
» 20 » 30 | 1 |
Нерабочие поверхности металлических шкивов должны быть окрашены по ГОСТ 9.032-74 и ГОСТ 12.4.026-76.
На нерабочей поверхности каждого шкива должны быть четко нанесены краской: условное обозначение сечения ремня, расчетный диаметр, диаметр посадочного отверстия, марка материала и обозначение стандарта.
Методы проверки а, b и dp. Угол канавки а контролируют предельными угловыми калибрами по рис. 7 и 8.
Верхний и нижний пределы угловых калибров должны соответствовать углу канавки шкива с учетом наибольшего и наименьшего допусков.
Угол канавки можно контролировать глубиномером (рис. 9).
Расчетный диаметр определяют методом А или Б в зависимости от формы наружной поверхности шкива.
Метод А применяют при цилиндрической наружной поверхности шкива.
Для определения расчетного диаметра шкива измеряют наружный диаметр deи глубину канавки b над расчетной шириной. Глубину канавки измеряют глубиномером, как показано на рис. 9.
Расчетный диаметр шкива, мм,
dp = de - 2b.
Метод Б применяют, если цилиндричность наружной поверхности шкива не установлена.
Для определения расчетного диаметра шкива используют два цилиндрических ролика диаметром d, указанным в табл. 32.
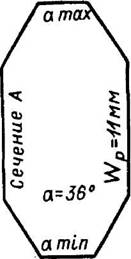
Рис. 7. Предельный угловой калибр для канавки шкива
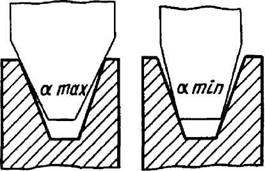
Рис. 8. Положение предельного углового калибра в канавке шкива
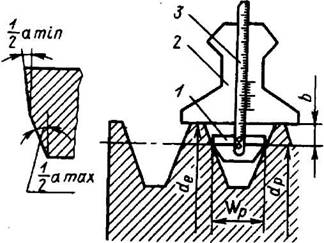
Рис. 9. Глубиномер для контроля угла канавки:
1 - щуп; 2 - неподвижная часть; 3 - подвижная часть
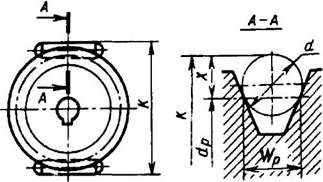
Рис. 10. Схема к определению расчетного диаметра dр с помощью двух цилиндрических роликов
32. Диаметры цилиндрических роликов dи размеры X, мм
Обозначение сечения ремня | Номинальный диаметр ролика d | Предельное отклонение диаметра ролика Δd | Х |
Z | 9,0 | -0,036 | 6,0 |
A | 12,0 | -0,043 | 8,5 |
B | 15,0 | -0,110 | 10,2 |
C | 20,0 | -0,130 | 13,1 |
D | 28,0 | -0,130 | 17,7 |
Е | 34,0 | -0,160 | 22,6 |
ЕО | 45,0 | -0,160 | 30,6 |
Значения d установлены для каждого сечения канавки таким образом, что контакт роликов с двумя боковыми сторонами канавки проходит на уровне расчетного диаметра или очень близко к нему. Два ролика помещают в контрольную канавку до соприкосновения с ней, как показано на рис. 10.
Затем измеряют расстояние К между касательными плоскостями роликов, расположенными параллельно оси шкива.
Расчетный диаметр шкива в миллиметрах вычисляют по формуле
dp = К - 2X,
где К — расстояние между касательными плоскостями роликов, расположенными параллельно оси шкива, измеряемое с погрешностью ΔК, мм; X — расстояние от расчетного диаметра шкива до касательной плоскости к ролику, расположенной параллельно оси шкива (табл. 32);
ΔК = Δdp + 2δ,
где Δdр — предельное отклонение диаметра по h11, мм; 2δ — отклонение глубины цилиндрического ролика диаметром d в канавке шкива, мм;
где Δd- предельное отклонение диаметра d (табл. 32); а - угол канавки шкива.