0 руб
Оформить заказГОСТ 16310-80 распространяется на соединения из полиэтилена, полипропилена и винипласта, выполненные сваркой нагретым газом с присадочным прутком или экструзионной сваркой и устанавливает основные типы, конструктивные элементы и размеры сварных соединений.
Стандарт не распространяется на угловые тавровые сварные соединения с углом между соединяемыми элементами, отличным от 90° ±5^(o), а также на соединения трубопроводов.
В стандарте приняты следующие обозначения способов сварки:
Г - сварка нагретым газом с присадочным прутком;
Э - сварка экструзионная.
Конструктивные элементы сварных соединений и их размеры указаны в табл. 23.
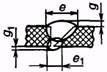
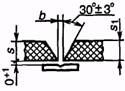
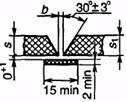
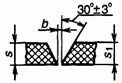
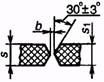
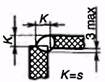
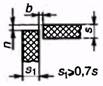
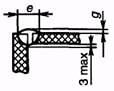
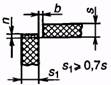
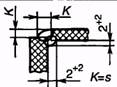
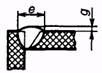
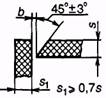
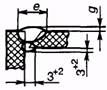
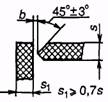
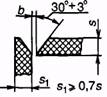
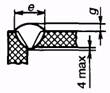
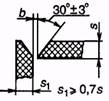
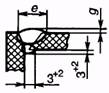
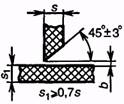
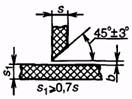
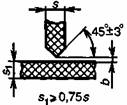
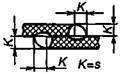
Технические требования. 1. При разнице в толщине свариваемых деталей свыше 1мм на детали, имеющей большую толщину s1, должен быть сделан скос с одной или двух сторон до толщины более тонкой детали s1 (рис. 10). При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
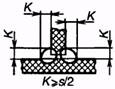
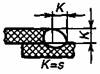
2. Для расчетных сварных соединений катет углового шва К должен быть установлен при проектировании соединений.
3. Предельные отклонения катета углового шва К от номинального значения должны соответствовать:
+1,0мм при К < 6мм;
+1,5мм при 6 ≤ К ≤ 12мм;
+2,0мм при К > 12мм.
4. Допускается выпуклость углового шва до 2мм или вогнутость до 3мм.

Рис. 10
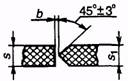
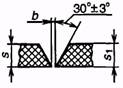
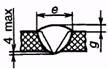
23. Конструктивные элементы подготовленных кромок деталей и швов соединений из полиэтилена, полипропилена и винипласта (по ГОСТ 16310-80)
Размеры, мм
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | g | g1 | е, не более | |||||||
| подготовленных кромок свариваемых деталей | сварного шва | (пред. откл. ±1) | |||||||||||
Стыковые соединения | ||||||||||||||
С1 |
|
| Г | 2…4 | 0,5 | 2 | 1 | 6
| ||||||
С2 |
|
| Г Э | 2...6 | 3 | 2 | 1 | 8 10 | ||||||
С3 |
|
| Г | s = s1 | b | g | e, не более | |||||||
(пред. откл. +1) | ||||||||||||||
2...6 | 2 | 2 | 8 | |||||||||||
Э | 10 | |||||||||||||
С4 |
|
| Г | s = s1 | b | g | g1 | e | е1 | |||||
(пред. откл. +1) | не более | |||||||||||||
2…4 | 0,5 | 2 | 2 | 8 | 3 | |||||||||








Продолжение табл. 23
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b | g | е, не более | ||
| подготовленных кромок свариваемых деталей | сварного шва | (пред. откл. +1) | |||||
С5 |
|
| Г; Э | 4...6 | 0,5 | 2 | 10 | |
7...9 | 16 | |||||||
10...12 | 3 | 18 | ||||||
13...15 | 20 | |||||||
16...18 | 24 | |||||||
19...20 | 26 | |||||||
С6 |
|
| Г; Э | 4...6 | 2 | 2 | 10 | |
7...9 | 16 | |||||||
10...12 | 3 | 18 | ||||||
13...15 | 20 | |||||||
16...18 | 24 | |||||||
19...20 | 26 | |||||||
С7 |
|
| Г; Э | 4...6 | 2 | 2 | 10 | |
7...9 | 16 | |||||||
10...12 | 3 | 18 | ||||||
13...15 | 20 | |||||||
16...18 | 24 | |||||||
19...20 | 26 | |||||||
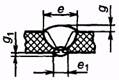
С8 |
|
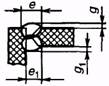
| Г; Э | s = s1 | b (пред. откл.+1) | g=g1 (пред. откл. ±1) | е, не более | е1 (пред. откл. ±1) |
4...6 | 0,5 | 2 | 10 | 6 | ||||
7...9 | 16 | |||||||
С8 |
|
| Г;Э | 10...12 | 0,5 | 3 | 18 | 6 |
13...15 | 20 | 9 | ||||||
16...18 | 24 | |||||||
19...20 | 26 | |||||||









С9 |
|
| Г; Э | s = s1 | b (пред. откл.+1) | g (пред. откл. ±1) | е, не более |
8...10 | 0,5 | 2 | 16 | ||||
11...13 | 3 | 18 | |||||
14...16 | 20 | ||||||
17...19 | 24 | ||||||
20 | 26 | ||||||
С10 |
|
| Г; Э | 4...6 | 0,5 | 2 | 12 |
7...9 | 16 | ||||||
10...12 | 3 | 18 | |||||
13...15 | 23 | ||||||
16...18 | 26 | ||||||
19...20 | 29 | ||||||
С11 |
|
| Г; Э | 4...6 | 0,5 | 2 | 12 |
7...9 | 16 | ||||||
10...12 | 3 | 18 | |||||
13...15 | 23 | ||||||
16...18 | 26 | ||||||
19...20 | 29 | ||||||
С12 |
|
| Г; Э | 4...6 | 0,5 | 2 | 12 |
7...9 | 16 | ||||||
10...12 | 3 | 18 | |||||
13...15 | 23 | ||||||
16...18 | 26 | ||||||
19...20 | 29 |

С13 |
|
| Г; Э | s = s1 | b (пред. откл. +1) | g = g1 (пред. откл. ±1) | е, не более | e1, не более |
4...6 | 0,5 | 2 | 12 | 6 | ||||
7...9 | 16 | |||||||
10...12 | 3 | 18 | ||||||
13...15 | 23 | 9 | ||||||
16...18 | 26 | |||||||
19...20 | 29 |
Продолжение табл. 23
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s = s1 | b (пред. откл. +1) | g (пред. откл. ±1) | е, не более | |
подготовленных кромок свариваемых деталей | сварного шва | ||||||
С14 |
|
| Г; Э | 8...10 | 0,5 | 2 | 16 |
11...13 | 3 | 23 | |||||
14...16 | 26 | ||||||
17...19 | 29 | ||||||
20 | 30 | ||||||

Угловые соединения
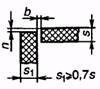
У1 |
|
| Г; Э | s | b | n | ||||
(пред. откл. +1) | ||||||||||
2...10 | 0,5 | 0 | ||||||||
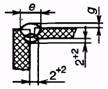
У2 |
|
| Г | s | b (пред. откл. +1) | g (пред. откл. ±1) | е, не более | n (пред. откл. +1) | ||
2…4 | 2 | 3 | 6 | 0 | ||||||
Продолжение табл. 23
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b | n | ||||||||
подготовленных кромок свариваемых деталей | сварного шва | (пред. откл. +1) | |||||||||||
УЗ |
|
| Г;Э | 2... 10 | 0 | 0 | |||||||
У4 |
|
| Г | s | b (пред. откл.+1) | g (пред. откл. ±1) | е, не более | n (пред. откл.+1) | |||||
1..4 | 0,5 | 3 | 6 | 0 | |||||||||
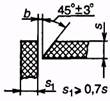
У5 |
|
| Г; Э | s | b (пред. откл.+1) | g (пред. откл. ±1) | е | ||||||
4...6 | 0,5 | 2 | 12 | ||||||||||
7...9 | 16 | ||||||||||||
10... 12 | 3 | 18 | |||||||||||
13...15 | 20 | ||||||||||||
16...18 | 24 | ||||||||||||
19...20 | 26 | ||||||||||||
У6 |
|
| Г; Э | 4...6 | 0,5 | 2 | 12 | ||||||
7...9 | 16 | ||||||||||||
10...12 | 3 | 18 | |||||||||||
13...15 | 20 | ||||||||||||
16...18 | 24 | ||||||||||||
19...20 | 26 | ||||||||||||
У7 |
|
| Г; Э | s | b (пред. откл.+1) | g=g1 (пред. откл. ±1) | е | е1 | |||
не более | |||||||||||
8...10 | 0,5 | 2 | 16 | 14 | |||||||
11…13 | 3 | 18 | 16 | ||||||||
14...16 | 20 | 18 | |||||||||
17...19 | 24 | 22 | |||||||||
20 | 26 | 24 | |||||||||
У8 |
|
| Г; Э | s | b (пред. откл.+1) | g (пред. откл. ±1) | е, не более | ||||
4...6 | 0,5 | 2 | 12 | ||||||||
1...9 | 16 | ||||||||||
10...12 | 3 | 18 | |||||||||
13...15 | 23 | ||||||||||
16...18 | 26 | ||||||||||
19...20 | 29 | ||||||||||
У9 |
|
| Г; Э | 4...6 | 0,5 | 2 | 12 | ||||
7...9 | 16 | ||||||||||
10...12 | 3 | 18 | |||||||||
13...15 | 23 | ||||||||||
16...18 | 26 | ||||||||||
19...20 | 29 | ||||||||||
Тавровые соединения
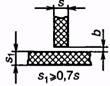
T1 |
|
| Г; Э | s | b (пред. откл. +1) | |
2...20 | 0 | |||||
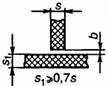
T2 |
|
|

Продолжение табл. 23
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | 6 (пред. откл.+1) | г(пред. откл. ±2) | е, не более | |
подготовленных кромок свариваемых деталей | сварного шва | ||||||
Т3 |
|
| Г; Э | 4...6 | 0,5 | 3 | 12 |
7...9 | 5 | 16 | |||||
10...12 | 7 | 18 | |||||
13...15 | 9 | 20 | |||||
16...18 | 11 | 24 | |||||
19...20 | 13 | 26 | |||||
Т4 |
|
| Г; Э | 4...6 | 0,5 | 3 | 12 |
7...9 | 5 | 16 | |||||
10...12 | 7 | 18 | |||||
13...15 | 9 | 20 | |||||
16...18 | 11 | 24 | |||||
19...20 | 13 | 26 | |||||
Продолжение табл. 23
Условное обозначение сварного соединения | Конструктивные элементы | Способ сварки | s | b (пред. откл. +1) | g (пред. откл. ±2) | е, не более | |
подготовленных кромок свариваемых деталей | сварного шва | ||||||
Т5 |
|
| Г; Э | 8...12 | 0,5 | 5 | 18 |
13...15 | 7 | 20 | |||||
16...18 | 9 | 24 | |||||
19...20 | 11 | 26 | |||||

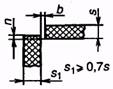
Нахлесточные соединения
H1 |
|
| Г; Э | s | b (пред. откл. +1) | |
2...20 | 0 | |||||
H2 |
|
|
ГОСТ 16310-80 предусматривает также и другие конструктивные элементы свариваемых деталей.