0 руб
Оформить заказРезиновые армированные однокромочные манжеты с пружиной предназначены для уплотнения валов. Манжеты работают в минеральных маслах, воде, дизельном топливе при избыточном давлении до 0,05 МПа, скорости до 20 м/с и температуре от - 60 до +170°С в зависимости от группы резины.
Типы и основные размеры. Манжеты изготовляют двух типов:
1 - однокромочные;
2 - однокромочные с пыльником.
Манжеты типа 1 предназначены для предотвращения вытекания уплотняемой среды. Манжеты типа 2 предназначены для предотвращения вытекания уплотняемой среды и защиты от проникания пыли.
Манжеты изготовляют в двух исполнениях: 1 - с механически обработанной кромкой; 2 - е формованной кромкой.
Манжеты 2-го исполнения изготовляют по согласованию между изготовителем и потребителем.
Основные размеры манжет должны соответствовать указанным в табл. 30.
Для автомобильной промышленности допускается применять манжеты с основными размерами, указанными в табл. 30а.
Манжеты по ряду 1 предназначены для предпочтительного применения во всех отраслях машиностроения.
Манжеты по ряду 2 допускается применять в дополнение к ряду 1 для автомобильной промышленности и изделий специального назначения.
Манжеты по ряду 3 допускается применять в дополнение к ряду 1 только для авиационной техники.
Манжеты по ряду 4 допускается применять в дополнение к ряду 1 только для комплектации импортного оборудования.
Для машин и узлов, находящихся в эксплуатации и в серийном производстве, допускается изготовлять манжеты с основными размерами, не предусмотренными ГОСТ 8752-79, по рабочим чертежам, утвержденным в установленном порядке.
Условное обозначение манжет с пружиной строится по следующей структуре:

30. Основные размеры резиновых армированных манжет, мм (ГОСТ 8752-79 в ред. 1997г.)

1 - резина; 2 - каркас; 3 – пружина; А – рабочая поверхность
Диаметр вала d | D | h | h1, не более | |||||
1 ряд | 2 ряд | 3 ряд | 4 ряд | 1 и 2 ряды | 3 ряд | 4 ряд
| ||
6 | - | - | 16 | 16 | - | 5 | 7 | 10 |
20 | - | - | 7 | - | - | |||
22 | - | |||||||
7 | - | 20 | 17 | 5 | ||||
22 | - | - | - | |||||
8 | - | 18 | - | 5 | ||||
22 | - | 7 | - | |||||
- | 24 | |||||||
26 | ||||||||
9 | - | 19 | - | 5 | ||||
22 | - | 7 | - | |||||
- | 26 | |||||||
10 | - | - | 20 | - | 5 | |||
22 | - | 7 | - | |||||
25 | ||||||||
26 | - | |||||||
11 | - | 21 | - | 5 | ||||
25 | - | 7 | - | |||||
26 | - | |||||||
- | 28 | |||||||
Продолжение табл. 30
Диаметр вала d | D | h | h1, не более | |||||
1 ряд | 2 ряд | 3 ряд | 4 ряд | 1 и 2 ряды | 3 ряд | 4 ряд | ||
12 | - | - | 22 | - | - | 5 | - | 10 |
- | 24 | - | 7 | |||||
25 | ||||||||
26 | - | 7 | - | |||||
28 | - | |||||||
- | 30 | |||||||
13 | 26 | 25 | 6 | |||||
28 | - | - | - | 7 | - | |||
14 | - | 26 | 6 | |||||
28 | - | - | ||||||
- | 30 | |||||||
15 | - | 26 | - | 7 | ||||
27 | - | 6 | - | |||||
30 | - | 7 | - | |||||
32 | ||||||||
- | 35 | |||||||
16 | - | 28 | - | 6 | ||||
30 | - | 7 | - | |||||
35 | ||||||||
- | 36 | |||||||
40 | ||||||||
17 | - | 29 | - | 6 | ||||
30 | - | 7 | - | |||||
32 | - | |||||||
- | 35 | |||||||
18 | - | 30 | 30 | - | 6 | 7 | ||
31 | - | - | 7 | - | - | |||
35 | - | |||||||
19 | - | 31 | - | 6 | ||||
32 | - | 7 | - | |||||
35 | - | |||||||
20 | - | 32 | - | 6 | ||||
34 | - | 7 | - | |||||
35 | - | |||||||
40 | - | - | - | 10 | - | - | 14 | |
- | 42 | |||||||
21 | - | 35 | - | 7 | ||||
40 | - | 10 | - | |||||
Продолжение табл. 30
Диаметр вала d | D | h | h1, не более | |||||
1 ряд | 2 ряд | 3 ряд | 4 ряд | 1 и 2 ряды | 3 ряд | 4 ряд | ||
22 | - | 35 | - | 35 | 7 | - | 7 | 14 |
36 | 36 | - | 7 | - | 10 | |||
40 | - | - | 10 | - | 14 | |||
23 | - | 35 | 7 | 10 | ||||
24 | - | 38 | - | 7 | ||||
40 | - | 7 | -
| |||||
- | 46 | 10 | 14 | |||||
25 | 38 | 7 | 10 | |||||
- | 39 | - | 7 | |||||
- | 40 | - | 7 | 14 | ||||
42 | - | 10 | - | |||||
- | 47 | - | 7 | |||||
52 | ||||||||
26 | 38 | - | 7 | - | 10 | |||
- | 40 | - | 7 | |||||
45 | - | 10 | - | 14 | ||||
28 | - | 40 | - | 7 | ||||
42 | - | 7 | - | |||||
50 | 45 | - | 10 | - | ||||
- | - | 52 | -
| 7 | ||||
30
| 42 | |||||||
45 | - | 7 | - | |||||
- | 47 | - | 7 | |||||
- | 50 | - | - | 10 | - | - | ||
52 | - | 52 | 7 | |||||
32 | - | 44 | - | 7 | - | 10 | ||
45 | 45 | - | ||||||
- | 47 | - | ||||||
48 | - | 7 | - | |||||
52 | - | 52 | 10 | - | 8 | 14 | ||
34 | - | 50 | 50 | - | 7 | 7 | - | 10 |
35
| 48 | - | - | |||||
50 | 50 | 50 | 7 | 8 | ||||
52 | - | 52 | 10 | - | 14 | |||
55 | 55 | |||||||
58 | - | - | - | |||||
36 | - | 48 | 7 | 10 | ||||
- | 50 | - | 7 | |||||
58 | - | 10 | - | 14 | ||||
Продолжение табл. 30
Диаметр вала d | D | h | h1, не более | |||||
1 рад | 2 рад | 3 рад | 4 рад | 1 и 2 рады | 3 рад | 4 рад | ||
38 | 52 | - | - | - | 7 | - | - | 10 |
- | 55 | 55 | - | 7 | 8 | |||
56 | - | - | 10 | - | - | 14 | ||
58 | - | 58 | 8 | |||||
- | 60 | - | - | |||||
- | 62 | - | 8 | |||||
40
| 52 | - | 7 | - | 10 | |||
55 | 55 | 7 | ||||||
58 | - | 10 | - | 14 | ||||
60 | - | |||||||
62 | 62 | 8 | ||||||
42 | - | 58 | 58 | - | 7 | 7 | - | 10 |
62 |
| - | 62 | 10 | - | 8 | 14 | |
- | 75 | - | - | |||||
44 | - | 55 | - | 8 | ||||
65 | - | 10 | - | |||||
45 | 60 | 60 | 7 | 7 | 10 | |||
- | - | 62 | - | - | 14 | |||
65 | 65 | 10 | ||||||
- | 70 | - | ||||||
48 | - | 65 | - | 7 | ||||
70 | - | 10 | - | |||||
50 | - | 65 | - | - | 7 | |||
- | 68 | - | 8 | |||||
70 | - | 10 | - | |||||
- | 72 | - | 8 | |||||
80 | - | 10 | - | |||||
52 | 70 | |||||||
75 | - | |||||||
55 | - | 72 | - | 8 | ||||
75 | - | 10 | - | |||||
80 | - | 80 | 8 | |||||
- | 82 | - | - | |||||
56 | 80 | - | ||||||
58 | 82 | |||||||
60 | - | 80 | 80 | 8 | ||||
82 | - | - | ||||||
85 | - | 85 | 8 | |||||
Продолжение табл. 30
Диаметр вала d | D | h | h1, не более | ||||||
1 ряд | 2 ряд | 3 ряд | 4 ряд | 1 и 2 ряды | 3 ряд | 4 ряд | |||
62 | - | 80 |
| - | 10 | - | - | 14 | |
90 | |||||||||
63 | 90 | - | |||||||
65 | - | 85 | - | 10 | |||||
90 | - | 10 | - | ||||||
70 | - | 90 | - | 10 | |||||
92 | - | 10 | - | ||||||
95 | - | ||||||||
71 | |||||||||
75 | - | 95 | |||||||
100 | - | ||||||||
- | 102 | ||||||||
105 | |||||||||
80 | - | 100 | - | 10 | |||||
105 | - | 10 | - | ||||||
- | 100 | ||||||||
82 | 115 | ||||||||
85 | 110 | - | 12 | 16 | |||||
- | 115 | ||||||||
120 | |||||||||
90 | 112 | - | - | ||||||
115 | |||||||||
120 | - | ||||||||
92 | |||||||||
95 | |||||||||
- | 130 | ||||||||
100 | 125 | - | |||||||
105 | 130 | ||||||||
110 | 135 | - | - | 12 | - | ||||
- | 140 | - | 12 | ||||||
115 | - | 140 | - | 12 | - | ||||
145 | - | ||||||||
120 | 145 | ||||||||
150 | |||||||||
125 | - | 150 | |||||||
155 | - | ||||||||
130 | - | 155 | 15 | 20 | |||||
160 | - | ||||||||
135 | - | 160 | |||||||
165 | |||||||||
Продолжение табл. 30
Диаметр вала d | D | h | h1, не более | |||||
1 ряд | 2 ряд | 3 ряд | 4 ряд | 1 и 2 ряды | 3 ряд | 4 ряд | ||
140 | 170 | - | - |
| 15 | - | - | 20 |
145 | - | 175 | ||||||
150 | 180 | - | ||||||
155 | - | 185 | ||||||
160 | 190 | - | ||||||
165 | - | 195 | ||||||
170 | 200 | - | ||||||
175 | - | 205 | ||||||
180 | - | 210 | - | 15 | ||||
220 | - | 15 | - | |||||
190 | - | 220 | - | 15 | ||||
30 | - | 15 | - | |||||
200 | - | 230 | - | 15 | ||||
240 | - | 15 | - | |||||
210 | 250 | |||||||
220 | - | 250 | - | 15 | ||||
260 | - | 15 | - | |||||
230 | 270 | |||||||
240 | - | 270 | - | 15 | ||||
280 | - | 15 | - | |||||
250 | 290 | |||||||
260 | 300 | 18 | 23 | |||||
270 | 320 | |||||||
280 | 320 | |||||||
300 | 340 | |||||||
320 | 360 | |||||||
340 | 380 | |||||||
360 | 400 | |||||||
380 | 420 | |||||||
400 | 440 | |||||||
450 | 500 | 22 | 28 | |||||
480 | 530 | |||||||
Примечания:
1. Допускается применять манжеты с размерами 10 × 22; 28 × 47; 30 × 45; 420 × 470 и 500 × 550мм во всех отраслях машиностроения.
2. Для машин и узлов, находящихся в эксплуатации и в серийном производстве, допускается изготовлять манжеты с основными размерами, не предусмотренными табл. 30 и 30а, по рабочим чертежам, утвержденным в установленном порядке.
3. Манжеты с размерами, указанными в табл. 30а, в новых конструкциях применять не рекомендуется.
30а. Манжеты для автомобильной промышленности (ГОСТ 8752-79 в ред. 1997г.), мм
(см. эскиз к табл. 30)
Диаметр вала d | D | h | h1, не более | Диаметр вала d | D | h | h1, не более |
19 | 47 | 7 | 10 | 62 | 93 | 10 | 14 |
26 | 10 | 14 | 64 | 95 | |||
28 | 68 | ||||||
30 | 74 | 102 | |||||
38 | 54 | 7 | 10 | 75 | 94 | ||
41 | 56 | 79 | 110 | ||||
42 | 64 | 10 | 14 | 83 | |||
68 | 95 | 127 | 12 | 16 | |||
43 | 65 | 10 | 14 | 98 | |||
45 | 59 | 7 | 10 | 105 | 138 | ||
64 | 10 | 14 | 112 | 136 | |||
48 | 66 | 114 | 145 | ||||
72 | 119 | 146 | |||||
50 | 76 | 130 | 154 | 15 | 20 | ||
51 | 134 | 160 | |||||
52 | 72 | 137 | |||||
76 | 142 | 168 | |||||
81 | 195 | 235 | |||||
54 | 80 | 420 | 470 | 22 | 29 | ||
57 | 500 | 550 | |||||
58 | 84 |
См. примечания к табл. 30.
Условное обозначение (без слова "манжета" и номера отраслевого стандарта) наносят на торец манжеты вместе с товарным знаком предприятия-изготовителя и двумя последними цифрами года изготовления.
Технические требования.
1. Манжеты должны изготовляться в соответствии с требованиями настоящего стандарта по отраслевым стандартам, рабочим чертежам и технологическим регламентам, утвержденным в установленном порядке.
Каркасы и пружины должны изготовляться по отраслевым стандартам или рабочим чертежам, утвержденным в установленном порядке.
2. В зависимости от условий работы манжет группу резины выбирают по диаграмме (рис. 25) и данным в табл. 30б и 30в.
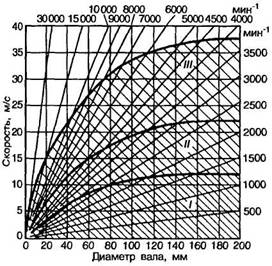
Рис. 25. Диаграмма выбора группы резины:
I - резины 1-й и 3-й групп; II - 4-й группы; III - 5-й и 6-й групп
Примечания к диаграмме:
1. При выборе по диаграмме группы резин для манжет с пыльником (тип 2) скорость должна быть увеличена на 30... 50% по сравнению со скоростью узла.
2. Допускается применять резины 1-3 групп в зоне II для серийных манжет, установленных на автомобилях с ресурсом 100000км пробега
3. Ресурс для манжет, работающих при скоростях более 20м/с, устанавливают по результатам испытаний у потребителя.
306. Условия выбора резины
Тип эластомера | Группа резин | Нижний температурный предел | Температура уплотняемой среды, °С | ||||||||
Минеральные масла | Смазка на основе минеральных масел | Дизельные топлива | Углеводы хлорированные | Вода (питьевая техническая, морская) | Тормозная жидкость | ||||||
моторные | Трансмиссионные (кроме гипоидного) | гипоидные | соляровые | ||||||||
Бутадиеннитрилакриловый каучук | 1 | -45 | +100 | +100 | +80 | +90 | +90 | - | - | С | - |
2 | -30 | С | |||||||||
3 | -60 | - | |||||||||
Фторкаучук: |
| ||||||||||
СКФ-32 | 4 | -45 | +150 | +150 | +150 | +150 | +100 | +150 | - | - | С |
СКФ-26 | 5 | -20 | +170 | +170 | С | С | - | +90 | |||
Силиконовый каучук | 6 | -55 | +150 | +130 | +130 | С | С | С | - | С | С |
Примечания:
1. Буква «С» означает, что пригодность резины для уплотнения данной группы сред определяется по согласованию потребителя с изготовителем.
2. Знак «-» означает, что эластомер неприменим для уплотнения в указанной группе сред.
3. Группа и марка резины определяется по согласованию потребителя с изготовителем.
4. Не допускается применять для грузовых автомобилей манжеты из резины группы 2, кроме случаев, согласованных с заказчиком.
30в. Марки резин для изготовления резиноармированных манжет
Тип эластомера | Группа резины | Марка (шифр) резины |
Бутадиен-нитрилакриловый каучук | 1 2 3 | 7-ИРП-1068-3с, 7-ИРП-1068-24, 51-1455 7-4004-112, 7-4004-4М 7-В-14-1, 51-1666-2 |
Фторкаучук | 4 5 | ИРП-1314-1, ИРП-1314-1c ИРП-1316, ИРП-1287, 51-1435 |
Силиконовый каучук | 6 | ИРП-1401 |
3. Для работы в районах холодного климата (исполнение ХЛ) манжеты изготовляют из резин групп 3, 6 и маркируют зеленой краской.
4. Не допускается разъем пресс-форм по рабочей кромке и поверхностям А и Б (см. эскиз к табл. 30).
5. На поверхности А в технически обоснованных случаях допускается изготовлять маслоотгонные рельефы с возможным выходом на рабочую кромку манжет по рабочим чертежам, утвержденным в установленном порядке.
6. Каркас должен быть обрезинен. Допускается оголение поверхности каркаса в местах фиксации каркаса в пресс-форме.
7. Предельные отклонения наружного диаметра D и допуск округлости диаметра D должны соответствовать указанным в табл. 30г.
8. Предельные отклонения высоты h манжеты не должны превышать следующих значений, мм:
Высота манжеты h | 5...8 | 10; 12 | 15 | 18; 22 |
Предельные отклонения | ±0,2 | ±0,3 | ±0,4 | ±0,6 |
30г. Предельные отклонения и допуск круглости наружного диаметра D манжет, мм
Номинальный диаметр | Пред. откл. | Допуск круглости, не более | Номинальный диаметр | Пред. откл. | Допуск круглости, не более |
Манжеты рядов 1, 2 и 4 | Манжеты ряда 3 | ||||
До 30 | +0,35 +0,15 | 0,25 | До 22 | +0,30 +0,15 | 0,25 |
Св. 30 до 80 | +0,40 +0,20 | 0,35 | |||
» 80 » 150 | +0,50 +0,30 | 0,50 | Св. 22 до 32 | +0,35 +0,20 | |
» 150 » 240 | +0,60 +0,30 | 0,65 | |||
» 240 » 290 | +0,60 +0,30 | 0,80 | » 32 » 42 | +0,40 +0,20 | |
» 290 » 440 | +0,70 +0,40 | 1,00 | |||
» 440 » 550 | +0,70 +0,40 | 1,00 | » 42 » 65 | +0,50 +025 | |
9. Манжеты должны быть морозостойки при температурах, указанных в табл. 306.
10. Манжеты должны обеспечивать герметичность при испытании на специальном стенде в течение 48ч по методике, утвержденной в установленном порядке.
11. Допускается подтекание без каплеобразования и падения. Удельная утечка не должна быть более 10-2см3/(см·ч).
Расчет удельной утечки q в см3/(см·ч) производят по формуле

где Q - утечка за время t, см3; D - диаметр вала, см; t - время сбора утечки, ч (t ≥ 8ч).
12. 95%-ный ресурс должен быть:
а) для манжет из резин групп 1-3, установленных:
на тракторах, двигателях и судовых механизмах - не менее 3000ч;
на автомобилях - 120000км пробега;
б) для манжет из резин групп 4-5, установленных:
на тракторах, двигателях и судовых механизмах - не менее 10000ч;
на автомобилях - 200000км пробега;
в) для манжет из резин группы 6, установленных:
на тракторах, двигателях и судовых механизмах - не менее 5000ч;
на автомобилях - 150000км пробега.
13. Ресурс манжет для конкретных автомобилей и других агрегатов устанавливается по согласованию между потребителем и изготовителем в порядке, установленным ГОСТ 2.124-85 в ред. 1995г.
Требования к уплотнительным узлам, сопряженным деталям и монтажу манжет
1. Манжету устанавливают в агрегате в соответствии с рис. 26.
2. Параметры сопряженных деталей должны соответствовать указанным в табл. 31.
Размеры фасок посадочного отверстия и вала (рис. 26), мм:
d | До 10 | 10...20 | 21...30 | 32...40 | 42...50 | 52...70 | 71...95 | 100...130 | 130...240 | 240...500 |
d-d1 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,5 | 7,0 | 11,0 |
Высота посадочного отверстия h2 (рис. 26), мм:
Высота манжеты h | 5 | 7 | 10 | 12 | 15 | 18 | 22 |
h2 (пред. откл. по h14) | 6,5 | 8,5 | 12 | 14,5 | 18,5 | 22 | 25,5 |
h3 (пред. откл. по h14) | 1,0 | 1,0 | 1,5 | 2,0 | 2,5 | 3 | 3,5 |
3. Манжету 2 устанавливают в посадочное отверстие перпендикулярно к оси вала 1. В собранном узле эластичный элемент манжеты не должен соприкасаться с деталями корпуса, а также выступами или углублениями на валу (рис. 26).
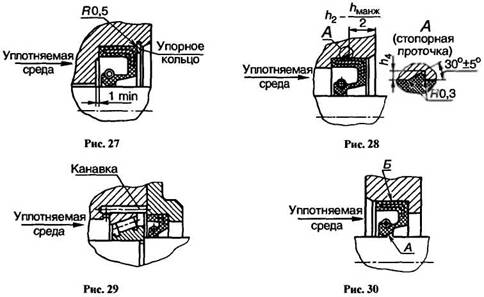
4. Для исключения осевого перемещения манжеты от различных вибрационных нагрузок следует предусмотреть в посадочном отверстии упорное кольцо по ГОСТ 13943-86 (рис. 27) или кольцевую проточку в виде прямоугольного треугольника, острие которого направлено в сторону запрессовки манжеты (рис. 28).
В зависимости от наружного диаметра манжеты глубина кольцевой проточки h4 должна быть равна:
0,5мм - для диаметра до 150мм;
0,7мм - для диаметра св. 150 до 290мм;
1мм - для диаметра св. 290 до 550мм.
5. При установке манжеты рядом с коническим подшипником в отверстии под подшипник необходимо предусмотреть канавки для отвода масла, которое нагнетается подшипником (рис. 29).
Для узлов с окружной скоростью валов не более 5 м/с допускается не выполнять маслоотгонный канал.
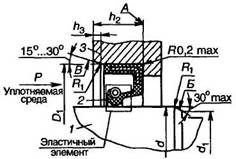
Рис. 26
31. Параметры сопряженных с манжетой деталей
Параметр | Вал | Отверстие |
Шероховатость поверхности по ГОСТ2789-73 при скорости скольжения: |
|
|
до 5м/с | Ra от 0,63 до 0,32мкм | Ra от 2,5 до 1,25мкм |
св. 5м/с | Ra от 0,32 до 0,16мкм | - |
Шероховатость поверхностей Б к В (фасок) (рис. 26) | Ra 25 | Rz 20 |
Шероховатость поверхности А (рис. 26) | - | Rz 40 |
Твердость поверхности трения, не менее, при скорости скольжения: |
| |
до 4м/с | 30HRC | - |
св. 4м/с | 50HRC | - |
Поле допуска | h10 | Н9 |
Предельное радиальное биение поверхности вала, контактирующей с манжетой, мм, при частоте вращения вала, мин-1: |
| |
до 1000 | 0,18 | - |
св. 1000 до 2000 | 0,15 | - |
» 2000 » 3000 | 0,12 | - |
» 3000 » 4000 | 0,10 | - |
» 4000 » 5000 | 0,08 | - |
» 5000 | 0,02 | - |
Допуск соосности посадочного места под манжету относительно оси вращения вала, мм, не более, при диаметрах вала, мм: |
| |
до 55 | - | 0,10 |
св. 55 до 120 | - | 0,15 |
» 120 » 320 | - | 0,20 |
» 320 » 500 | - | 0,25 |
1. При эксплуатации изделий в агрессивных средах необходимо применять валы с защитным антикоррозионным покрытием Хтв 42. Значения шероховатости и отклонения размеров вала должны быть указаны после покрытия.
2. В технически обоснованных случаях допускается применять валы с меньшей твердостью или изготовлять их из чугуна с твердостью не менее 170...241НВ и цветных металлов по согласованию с разработчиком стандарта.
6. При запыленности и загрязненности внешней среды перед манжетой необходимо устанавливать дополнительные защитные устройства: пылегрязесъемные манжеты, сальниковые набивки, лабиринтные уплотнения, отражатели и т. п.
7. При работе манжет должна быть обеспечена смазка трущихся поверхностей предварительным смазыванием (см. п. 8) и постоянным контактированием с уплотняемой средой. Температура в зоне контакта не должна превышать температуру уплотняемой среды более чем на 30%.
8. Перед установкой в изделия рабочие поверхности манжет А и Б (рис. 30), пружины (если они надеваются на манжеты непосредственно перед установкой манжет в узел), поверхности вала и посадочного отверстия, сопряженные с манжетами, протирают безворсовым тампоном, смоченным в бензине или уайт-спирите по ГОСТ 3134-78 для удаления загрязнений, после чего высушивают при комнатной температуре до испарения бензина и смазывают монтажной смазкой или уплотняемой средой.
При монтаже манжет из резины групп 1, 2, 3 и 6 следует применять жировую смазку.
При монтаже манжет из резин 4, 5-й группы применяют смазку ЦИАТИМ-221 по ГОСТ 9433-80 или ВНИИ НП-279 по ГОСТ 14296-78.
Перед установкой манжет с пыльником (рис. 31) полость между рабочей кромкой и пыльником следует заполнить монтажной смазкой в количестве, необходимом для заполнения 2/3 объема.
Консервирующую смазку, нанесенную на пружину на заводе-изготовителе, при комплектации манжет удалять не следует.
9. Перепрессовка манжет (выпрессовка из посадочного отверстия и повторная запрессовка этой же манжеты) не допускается. Допускается пятикратная переборка уплотнительного узла (монтаж и демонтаж уплотняемого вала и втулки) без выпрессовки манжет из отверстия.
В процессе эксплуатации переборка уплотнительного узла не допускается.