0 руб
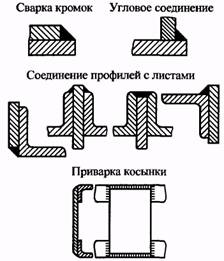
Оформить заказ24. Примеры конструирования сварных соединений
Неудовлетворительная конструкция | Правильная конструкция |
Обеспечивать удобный подвод электродов к месту сварки | |
|
Сварные швы вынесены из тесного пространства между перегородками Для приварки размерных трубок к листам сварные швы вынесены на поверхность
Фланец отнесен от смежной стенки патрубка
Сварной шов вынесен на торец фланца |
Устранять совмещения швов. Сводить к минимуму количество сварочного металла | |
|
Ребра для приварки расположены в шахматном порядке Для приварки перегородки раздвинуты |
Исключать сварку толстых деталей с тонкими | |
|
Свариваемым кромкам придано примерно одинаковое сечение |
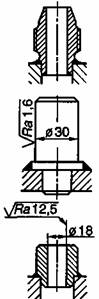
Приварка фланца к тонкостенной трубе | |
|
Фланец приварен тонко стенным переходом |
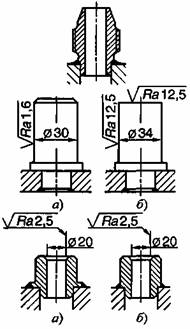
Приварка пальца к листу | |
|
У пальца образован тонкостенный фланец В пальце у места сварки образована выборка металла |
Приварка дисков к ободу колеса | |
|
Обод выполнен с тонкостенными переходными кольцами для приварки к дискам |
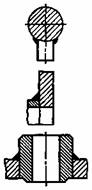
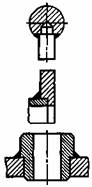
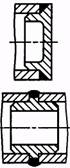
Предусматривать фиксацию свариваемых деталей без применения специальных приспособлений | |
|
Шаровая деталь и стержень взаимно центрируются Для приварки фланец зафиксирован на трубе Для приварки бобышка зафиксирована буртиком |
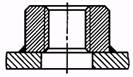
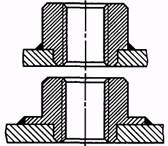
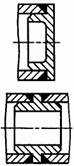
Приварка втулки к листу | |
|
Втулка центрирована относительно листа Чтобы резьбовая поверхность не деформировалась при сварке, сварной шов отдален |
Исключить трудоемкую разделку кромок. Для швов производить смещение свариваемых деталей | |
|
|
Подготовлять кромки у деталей с наиболее простой механической обработкой | |
|
Подготовлены кромки заглушки Исключена подготовка кромок на трубе за счет снижения буртика муфты |
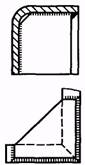
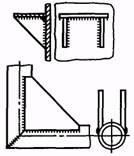
Исключать подгонку и упрощать форму привариваемых деталей | |
|
Вместо криволинейного перехода ребра сделан прямолинейный срез Фигурный вырез у косынки заменен прямым срезом |
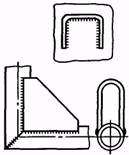
При сварке тонкостенных деталей применять гнутые детали для увеличения жесткости конструкции | |
|
Составная полка заменена гнутой Угловое соединение труб усилено за счет замены двух плоских косынок одной гнутой |
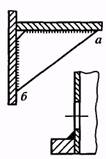
Исключать пережог и оплавление тонких кромок | |
|
Острые кромки а и б ребра устранены срезом Оплавление кромки отверстия при приварке фланца к обечайке предотвращено удалением отверстия от сварного шва. Другой способ исключения оплавления и деформации отверстия - сверление отверстия после сварки |
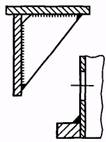
Отдалят обработанные поверхности от места сварки. Точные и частые поверхности обрабатывать после сварки | |
|
Резьба штуцера удалена на расстояние, достаточное для предотвращения оплавления резьбы а - сварной шов удален от обработанной поверхности; б - на пальце дан припуск для обработки после сварки а - для предотвращения коробления отверстия втулки сварной шов удален; б - отверстие окончательно обрабатывается после сварки |
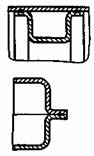
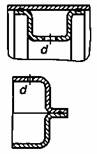
При сварке закрытых полостей предотвращать коробление стенок вследствие образования вакуума при остывании | |
|
Для приварки кольцевого профиля жесткости к обечайке предусмотрено вентиляционное отверстие d. Для получения сваркой герметичной детали предусмотрено отверстие d, завариваемое после остывания |